Ce mode d'emploi/tutoriel est à destination des débutants et permet de paramétrer et réaliser un usinage basique avec la fraiseuse à commande numérique.
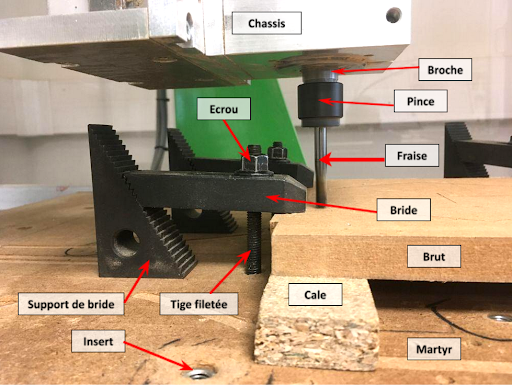
Schéma de situation
Glossaire
Dent (de fraise) : Partie coupante (et fragile) en queue de fraise. Les fraises en comprennent une ou plusieurs selon les modèles.
CNC : Computer Numerical Control, une machine-outil à commande numérique
Flûte : Partie dentée (coupante) d’une fraise
Insert : Sorte d’écrou métallique intégré au martyr pour fixer les tiges de bride
Martyr : Support (ici en bois MDF) recouvrant le plateau natif de la machine permettant de la protéger et de fixer le brut
Préparation du parcours d’usinage
Ouvrir un modèle dans fusion
La première étape est d’ouvrir un modèle dans Fusion 360. Il faut donc installer ce logiciel, une version gratuite pour les makers est disponible sur le site d’Autodesk. Il est déjà installé sur les ordinateurs de LabBoîte.
Dans Fusion 360, ouvrir le modèle téléchargeable ici : link.infini.fr/initiation-fraiseuse
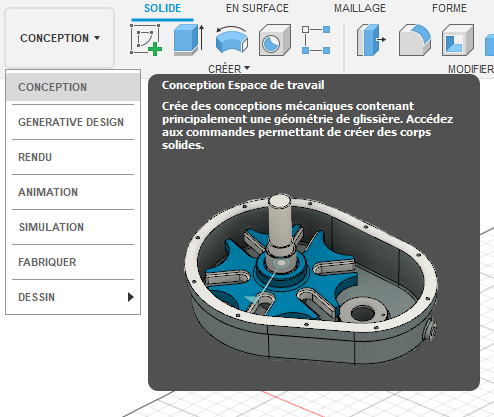
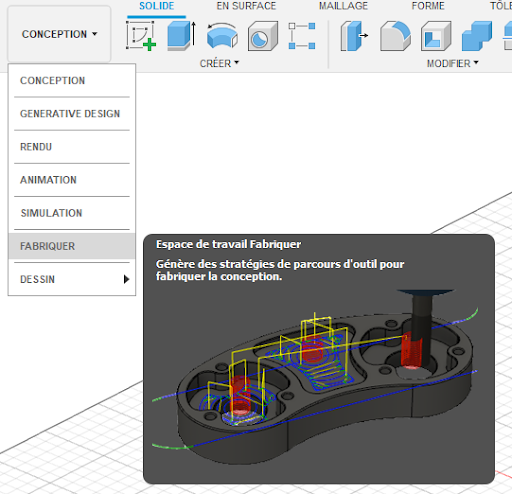
Si nécessaire, passer de l’onglet (Design) à l’onglet (Manufacture).
Si le repère de Fusion n’est pas le même que la fraiseuse (l’axe Z ne pointe pas vers le haut par exemple), cela se règle dans les paramètres de Fusion.
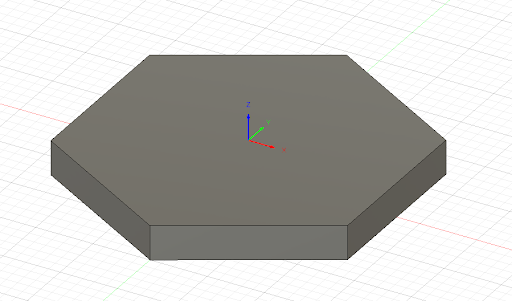
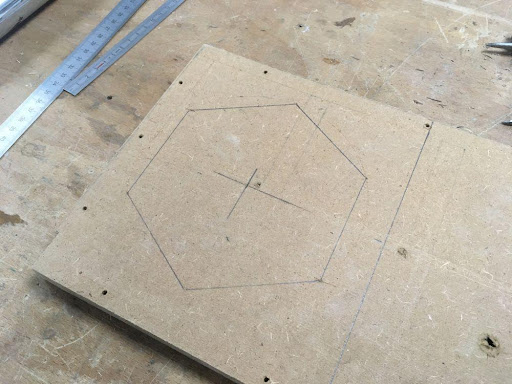
Nous allons simplement découper un hexagone de 75 mm de côté dans une planche de MDF de 15 mm d’épaisseur.
Configurer un nouveau setup
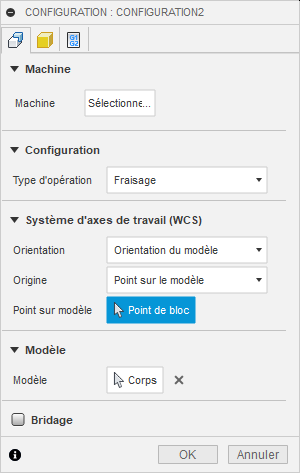
Cliquer sur . La fenêtre suivante s'ouvre. Il faut d’abord sélectionner le zéro de l’usinage, appelé (Stock Point en anglais). Pour éviter toute casse machine, il est préférable de prendre un point du dessus pour le positionnement futur de la machine.
Après avoir cliqué sur le bouton du paramètre , sélectionner la pièce (le corps) que l’on souhaite usiner.
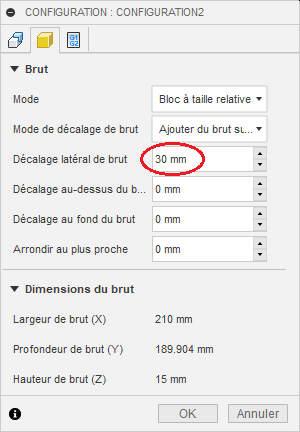
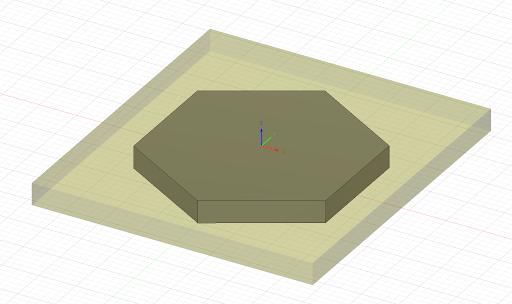
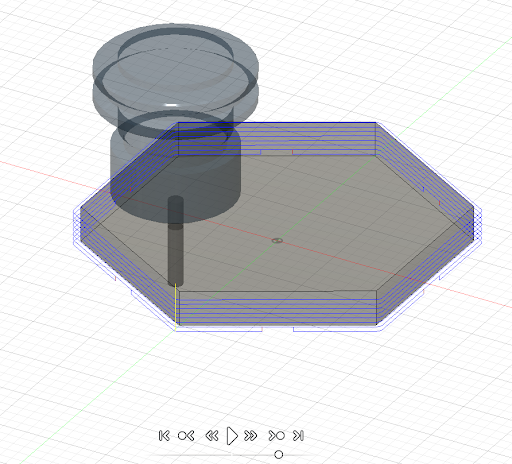
Nous passons ensuite dans l’onglet (Stock) représenté par le cube jaune. Cet onglet permet de définir la taille du brut. Nous n’allons pas utiliser cette fonctionnalité dans ce tutoriel car elle ne présente pas un grand intérêt pour une découpe. Nous nous contenterons de choisir le mode (relative size box) et de mettre toutes les valeurs des Décalages (offsets) à 0 mm sauf le décalage latéral que l’on fixe ici à 30mm. Ce dernier décalage permet de définir le brut réel plus grand sur les côtés que notre pièce à fraiser, dans le but d’avoir la place de brider. Une fois fait, la configuration du setup est terminée, valider en cliquant sur .
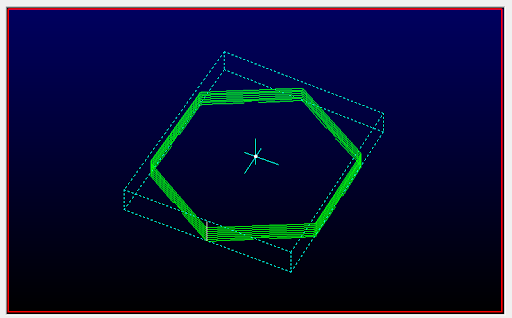
Voici ce qu’on obtient à l’écran :
Créer un parcours 2D
Il faut maintenant définir le contour que l’on souhaite découper. Dans notre cas, nous créons un parcours 2D en cliquant sur . Une fenêtre s’ouvre. Il existe de nombreux tutoriels sur le net expliquant d’autres types de contours plus complexes. N’hésitez pas à vous en inspirer.

Choix de l’outil
Une fenêtre comprenant de nombreux paramètres s’ouvre, cliquer sur le bouton pour sélectionner un outil :
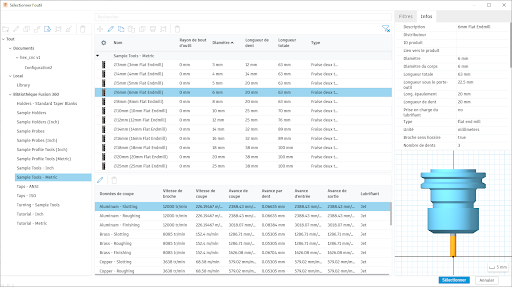
Le choix de la fraise va dépendre d’un certain nombre de caractéristiques : nature et dureté du matériau à usiner, usinage d’ébauche ou de finition, découpe ou gravure, géométrie du fond de parcours (plat, arrondi etc.), précision des angles intérieurs, espaces de perçage, disposition des brides… Quand viendra le temps de faire des usinages plus complexes, ces caractéristiques devront être envisagées.
Dans le cadre de ce tutoriel simple, nous choisissons ici une fraise à bout plat (la fraise “classique”) de 6mm de diamètre, 20 mm de longueur de flûte (la partie qui coupe), qui nous permettra d’effectuer cette découpe à la bonne profondeur (c’est-à-dire de traverser entièrement notre brut de 15 mm d’épaisseur, sans que la pince ne vienne en contact avec le brut.)
Choix du contour à découper
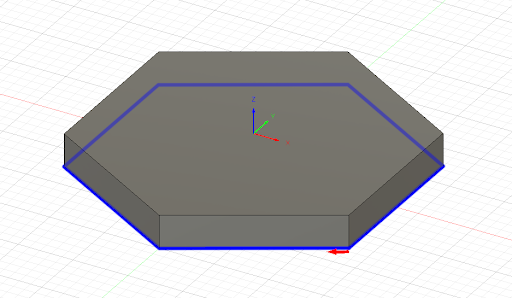
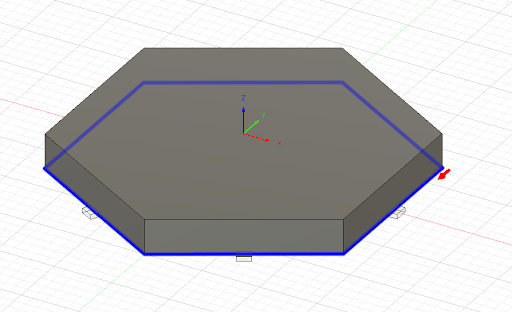
Rendez-vous dans l’onglet . A l’aide du bouton , cliquer sur le périmètre extérieur au bas du modèle pour que le sens de rotation choisi par le logiciel soit le bon.
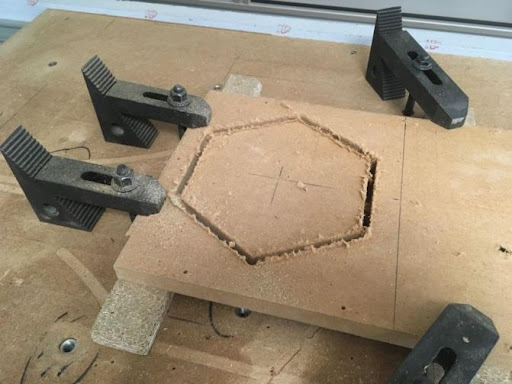
Dans le cadre de ce tutoriel, le bridage du brut se fera par l’extérieur et par le dessus (voir le détail en partie B/). Petit avant-goût sur la photo suivante :

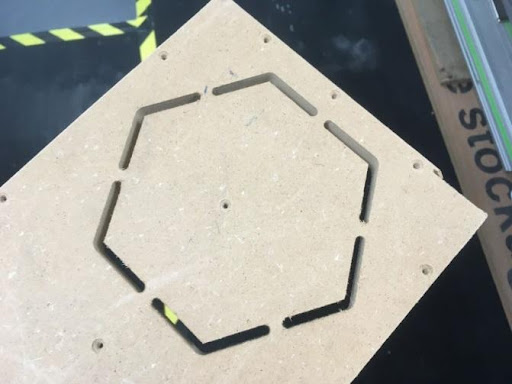
Par conséquent, il est plus que judicieux de prévoir des tenons (ou “onglets” dans Fusion) qui permettront de maintenir la pièce usinée en place en fin d’usinage. Ceci évitera qu’elle ne se détache et s'abîme en percutant la fraise en rotation. Cela évitera aussi que la pièce ne soit éjectée et que la fraise ne se casse.
Pour cela, cocher la case . Il suffit dans un premier temps de laisser à Fusion la liberté de placer les tenons. Tout ceci est évidemment personnalisable.
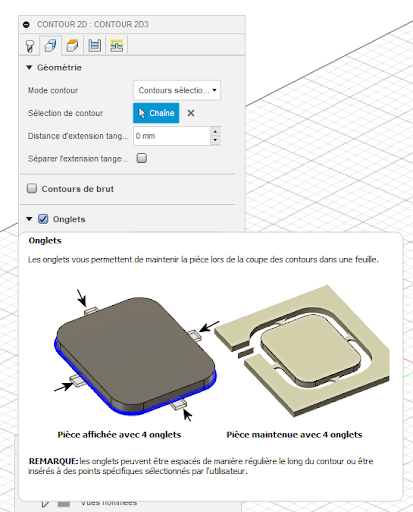
Voici la pièce représentée avec ses tenons.
 Choix des hauteurs de passe
Choix des hauteurs de passe
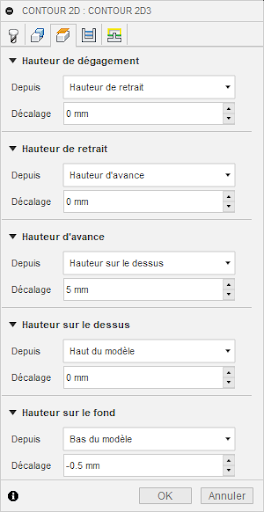
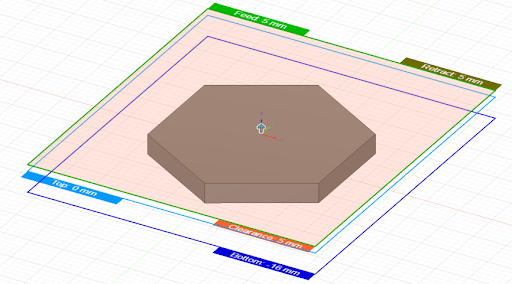
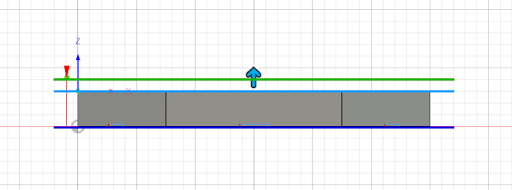
Rendez-vous dans l’onglet . Avec le bas de notre modèle sélectionné, définir un décalage de 0.5mm (plus bas) que le fond du modèle afin de bien traverser le brut lors de la découpe.
La hauteur d’avance est la hauteur sur laquelle la machine approchera le modèle à vitesse réduite. La hauteur de retrait et la hauteur de dégagement seront ici les mêmes car notre modèle est plat et le dégagement de la fraise à 5mm au-dessus du modèle sera suffisant pour supprimer le risque de collision entre la fraise et le brut. Des cas d’usinage plus complexes pourront imposer de choisir des hauteurs de dégagement plus importantes, notamment lorsque la fraise passe d’un parcours à un autre. Mais c’est une autre histoire.
L’usinage ainsi programmé va demander à la fraise de traverser le brut qui sera maintenu sur le martyr à l’aide de brides. Pour éviter que la fraise ne vienne au contact du martyr et notamment des inserts métalliques positionnés dans le martyr, il est à prévoir de surélever le brut sur des cales, comme on le verra dans la partie B/. Ceci évitera de casser la fraise, et prolongera la durée de vie du martyr.
Choix des profondeurs de passe
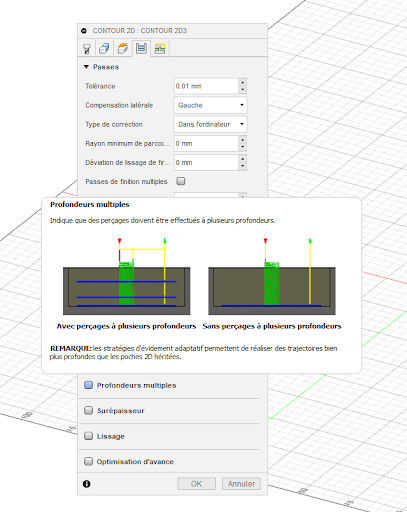
Rendez-vous dans l’onglet .
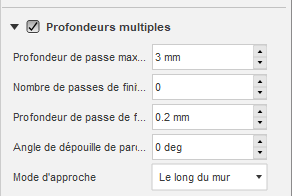
L’usinage se fait ici (et généralement) en plusieurs passes, ceci pour ne pas exercer une force trop importante sur la fraise et éviter de la surchauffer et de la casser. Il faut donc cocher l’option Profondeurs multiples et définir une hauteur de passe.
Voici quelques règles à respecter :
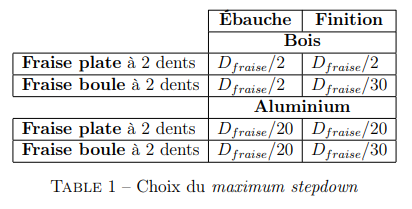
Dans notre cas, nous utilisons du MDF (matériau très tendre nous permettant de choisir des profondeurs de passe de la moitié du diamètre de la fraise, soit ici 3mm). Dans tous les cas, une règle d’or : ne jamais plonger plus bas que le rayon de la fraise !
Choix des paramètres d’approche
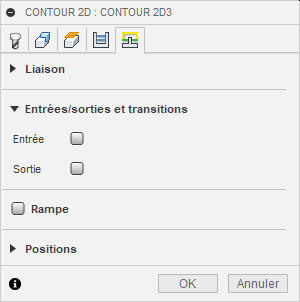
Rendez-vous dans le dernier onglet Liaisons.
Notre exemple étant simple et notre matériau tendre, nous pouvons choisir les paramètres simples en décochant les options correspondantes comme indiqué sur la figure ci-contre.
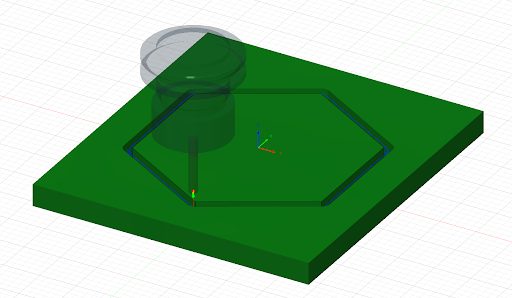
En cliquant sur OK, on valide les paramètres choisis et cela permet de visualiser le parcours d’usinage prévu.
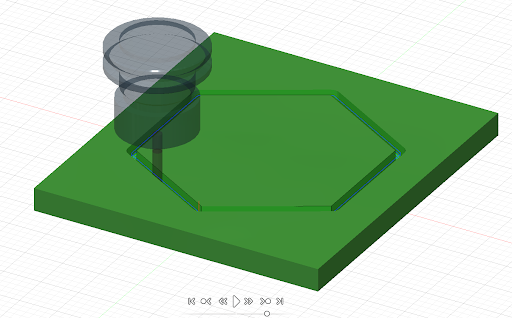
Voici ce qu’on doit avoir à l’écran :
Simuler l’exécution du parcours d’usinage
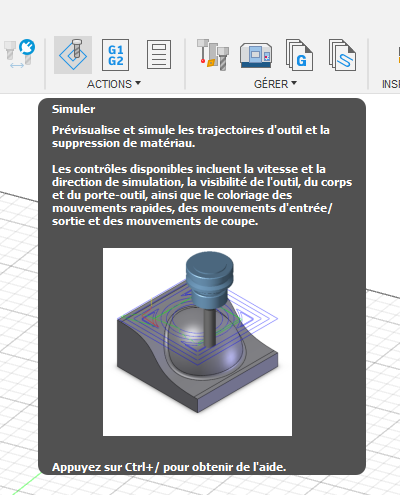
Fusion 360 permet de simuler les parcours d’usinage, ce qui est bien pratique pour identifier les problèmes d’approche, de contact entre le brut et le porte outil, mais aussi de calculer les temps d’usinage. Nous ne rentrerons pas dans le détail ici mais nous allons tout de même lancer une simulation. A ce stade du tutoriel tout est encore virtuel, il n’y a donc pour le moment aucun risque de sécurité ni de casse.
Cliquer sur l’onglet
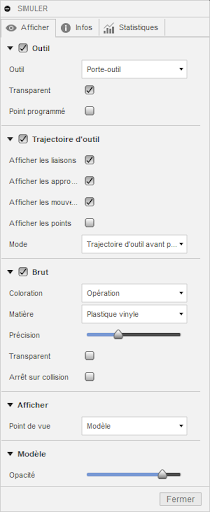
Voici ce qu’on doit obtenir :
On peut constater le nombre de passes et les tenons. Il est possible de jouer sur la vitesse de simulation et finalement visualiser le parcours de la fraise qui va progressivement grignoter le brut jusqu’à sa découpe entière.
Lorsque la simulation est satisfaisante, il est temps d’exporter le code machine associé au parcours d’usinage prévu.
Exportation du code machine
Si vous êtes sur un ordinateur de LabBoîte, créez un dossier à votre nom à l'intérieur du dossier Projets du bureau (tout ce qui est créé ailleurs sera supprimé).
Sélectionner l’outil .
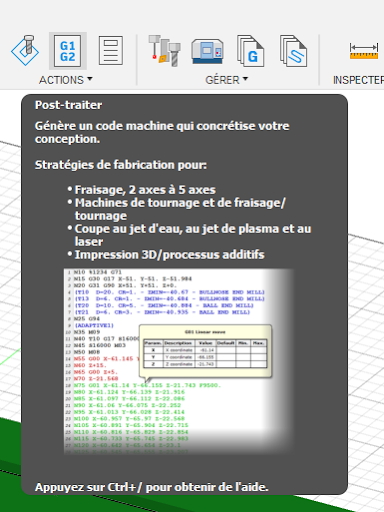
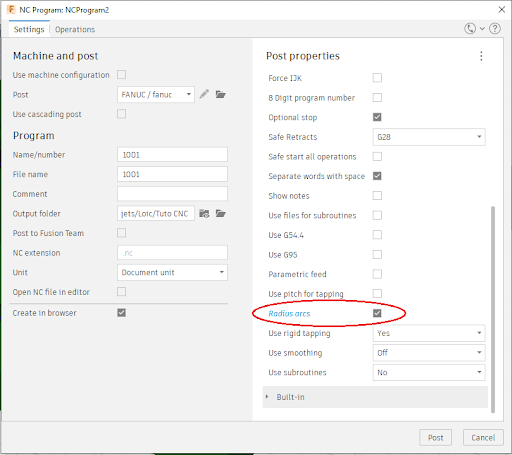
Choisir le post-processeur générique dans la bibliothèque de Fusion 360. Il produira un fichier portant l’extension .nc. Si pas cochée, cocher l’option .
Choisir le (Output folder), nommer et enregistrer le projet.
Il est maintenant temps de passer à la préparation de la machine.
Préparation de la fraiseuse et des bridages
Sélection des outils et montage sur la fraiseuse en attente

Valise de fraises et de pinces

Broche, pince et fraise
Dans la valise, trouver la fraise plate de 6 mm de diamètre et la pince correspondante, le matériau HSS ou carbure importe peu vu la faible dureté de notre bois.

Pince complète


Ensemble pince/fraise prêt à être monté sur la fraiseuse
Assembler la pince dans la broche. Cela se fait à la main, en forçant un peu.

Fraiseuse sans outil

Outil pré-monté

Sélection des clefs

Maintien broche

Serrage
Visser l’ensemble Pince / Fraise à la main sur le mandrin. Terminer le serrage à l’aide des deux clefs : 14 pour le mandrin et 17 pour la broche. Serrer fermement mais pas comme une brute non plus !
Préparation du brut et bridage
Il ne sera pas toujours nécessaire de tracer sur le brut le parcours programmé mais pour ce tutoriel, nous allons le faire afin de visualiser les espaces nécessaires pour effectuer un bridage efficace et sécurisé. Attention à bien positionner le brut dans le sens du fichier. Cela évitera des désagréments, notamment dans l’orientation des axes.
Comme nous l’avons vu dans la première partie, lors de cette découpe, la fraise va traverser la totalité de l’épaisseur du brut et pour éviter qu’elle ne vienne usiner le martyr, nous allons surélever le brut avec des calles qui pourront à leur tour jouer le rôle de martyr.
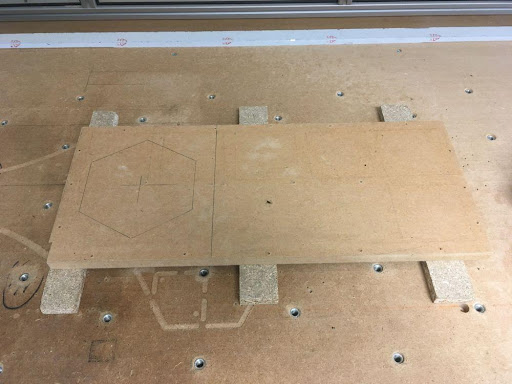
Positionnement du brut sur cales. L’épaisseur des cales n’a pas d’importance mais elle doit être la même partout.
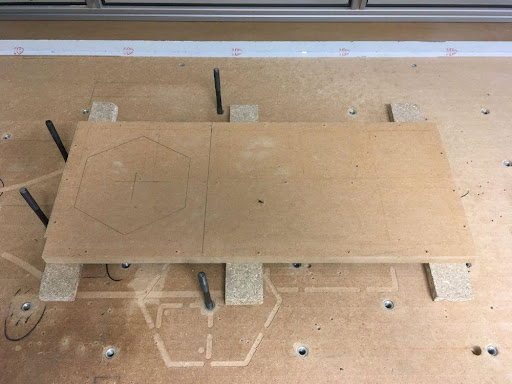
Positionnement des tiges filetées. Ne pas les choisir trop longues (dans notre exemple, on utilise celles de 100 mm de long).
On visse ces tiges à la main. Là encore, ne pas forcer sinon les inserts vont arracher le martyr !
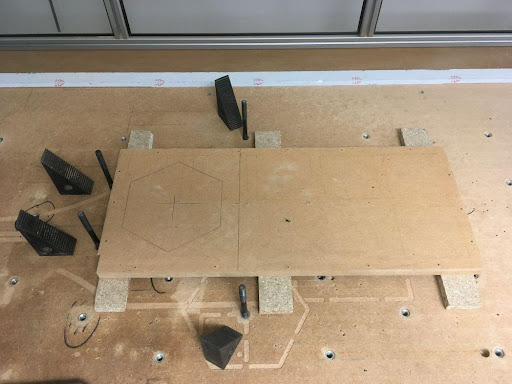
Positionnement des supports de bride. Dans notre exemple, il s’agit de ceux de 75 mm de haut.

Positionnement des brides. Dans notre exemple, il s’agit de celles de ~90 mm de long.
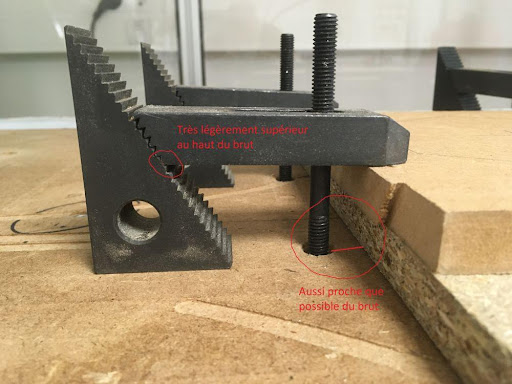
Positionner les tiges filetées aussi proches que possible du brut et surélèver très légèrement la bride au niveau de son support pour permettre un bon maintien au serrage.

Effectuer un serrage fort à la main

Rajouter ¼ de tour de clef. Serrer plus fort ne fera qu'abîmer le martyr en tirant inutilement sur les inserts (provoque des bosses à sa surface).

Un bridage par 3 ou 4 points sera généralement largement suffisant. Il s’agit simplement de maintenir le brut fixe lorsque la fraise viendra au contact. Vérifier à la main que le brut est bien calé.
Nous avons effectué ici un bridage direct par le dessus et l’extérieur. Il existe beaucoup d’autres moyens de brider un brut. Bridages indirects, vissages sur cales elles même vissées sur le martyr, scotch double face etc… Lorsque vous serez à l’aise avec le bridage direct, vous pourrez essayer d’autres types de bridage.
Paramétrage du pilote d’usinage et usinage
Allumage de la fraiseuse


La console se trouve à gauche sous la cabine de la fraiseuse. Appuyer sur puis sur .
Lancement de KAY et remise à l’origine machine
Depuis le bureau, lancer le logiciel KAY en cliquant sur l’icône 
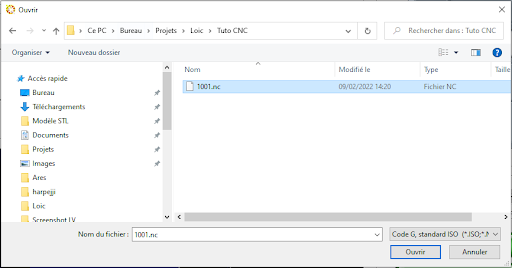
Dès l’ouverture, le logiciel te demande d’ouvrir un fichier. C’est là qu’il faut récupérer le fichier code machine (fichier .nc) enregistré depuis Fusion 360 (partie A/ 5).
Il se peut que la fenêtre suivante s’affiche.
La fraiseuse effectue alors un repositionnement à l’origine en se déplaçant sur les 3 axes X, Y et Z. Si la fraiseuse a été laissée en plan par l’utilisateur précédent, son déplacement peut être important. Si l’utilisateur précédent a fait les choses correctement, la fraiseuse devrait déjà être positionnée à l’origine.
Réglage de l’origine de la piece
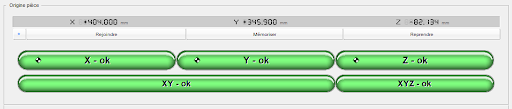
Le logiciel signale ensuite que l’on va procéder au réglage de l'origine de la pièce à usiner (fenêtre suivante). C’est important car la machine n’a aucun moyen de savoir à priori par où commencer l’usinage. Pour cela il faut donc faire correspondre l’origine prévue dans Fusion avec le positionnement réel du brut. Voilà pourquoi nous conseillons de tracer le parcours à la main sur le brut. Cliquer sur .
Puis sur  afin de lancer la rotation de la fraise. Le zéro doit toujours être réglé machine tournante de manière à réduire le risque d’endommager la fraise lorsqu’elle vient en contact avec le brut, notamment sur l’axe z. En effet, les dents de la fraise sont fragiles et cassantes. Une fraise avec les dents abîmées ne coupera plus proprement, s’échauffera et évacuera mal les copeaux d’usinage. Avoir la fraise en rotation permet en plus d’entendre dès qu’elle entre en léger contact avec le matériau lors du réglage et de voir le tout premier copeau. A ce moment, on est certain d'effleurer le brut.
afin de lancer la rotation de la fraise. Le zéro doit toujours être réglé machine tournante de manière à réduire le risque d’endommager la fraise lorsqu’elle vient en contact avec le brut, notamment sur l’axe z. En effet, les dents de la fraise sont fragiles et cassantes. Une fraise avec les dents abîmées ne coupera plus proprement, s’échauffera et évacuera mal les copeaux d’usinage. Avoir la fraise en rotation permet en plus d’entendre dès qu’elle entre en léger contact avec le matériau lors du réglage et de voir le tout premier copeau. A ce moment, on est certain d'effleurer le brut.
- Les portes de la cabine doivent être fermées
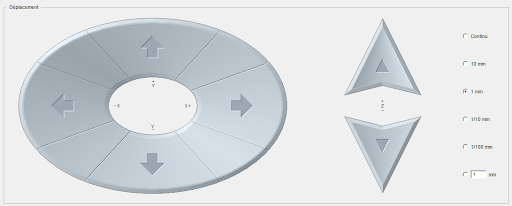
- Toujours commencer par X et Y avec la fraise en position haute. On peut alors la déplacer en continu et à vitesse rapide. A ce stade, faire un réglage grossier du X et Y.
- Lorsque, à vue de nez, tu es au point d’origine, effectue une descente lente sur Z. Il est possible de commencer cette descente en mode continu mais attention à s’arrêter au moins à un centimètre avant de toucher le brut.
- Affiner la position en X et Y puis en Z en sélectionnant une approche par pas d’1mm ou moins.

Approche et réglage de l’origine en Z avec la fraise en rotation.
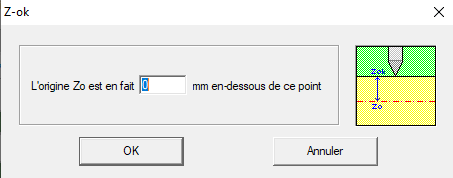
Dès qu’on entend la fraise au contact, arrêter la descente et cliquer sur .
La fenêtre suivante s’affiche. Cliquer sur sans rien changer. La fraiseuse se relèvera de quelques millimètres. C’est normal.
Si les bridages ont été faits correctement, la fraise ne devrait jamais entrer en contact avec un autre matériau que le brut (pas dans les brides, les tiges filetées, les écrous, les inserts métalliques ni le châssis…). Prendre l’habitude de vérifier que c’est bien le cas.
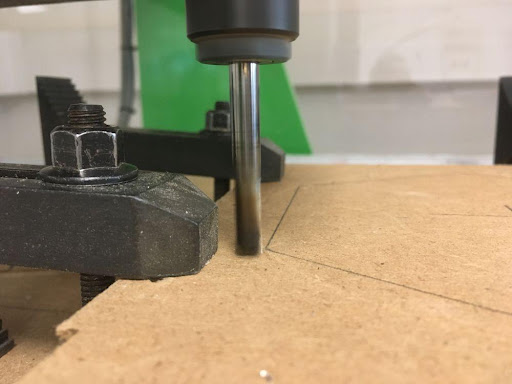
Sur la photo suivante, on voit que la fraise en rotation passe à l’extérieur du tracé. L’espace entre la fraise et la bride est minimal.
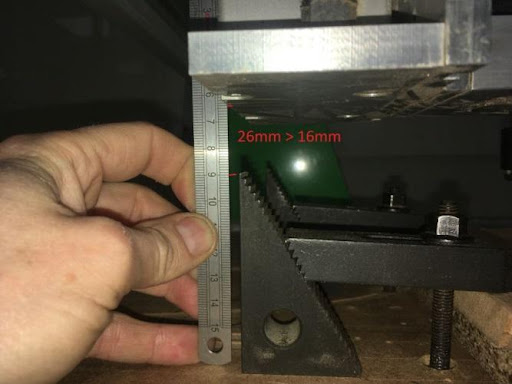
Sur les trois photos suivantes, on s’intéresse à l’espace laissé entre le support de bride et le châssis de la fraiseuse. On mesure ici 26 mm entre le châssis et le support. Hors la fraise va pénétrer de 16mm dans le brut au cours de l’usinage. On est donc assuré que le châssis (qui monte et descend avec la fraiseuse) ne viendra pas au contact des supports de bride (qui sont ici les points les plus hauts dans le volume dans lequel va évoluer la fraiseuse).


Réglage des vitesses de rotation et de déplacement
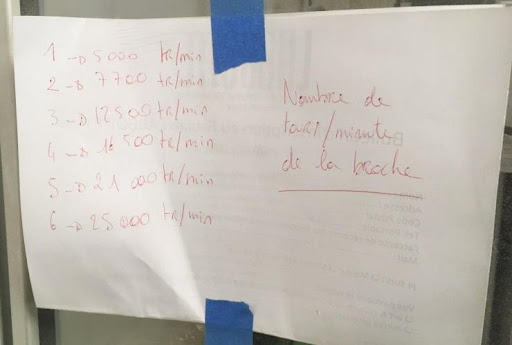
Bien que l’interface Kay affiche l’option de gestion de vitesse de rotation de la fraise et que Fusion ait aussi intégré cette option, la configuration à LabBoîte ne permet qu’un contrôle manuel directement sur la fraiseuse. Un tableau indicatif des vitesses de rotation est affiché sur la cabine. Dans notre cas, on sélectionne la vitesse 4 (16 000 tr/min).

Les réglages faits dans ce tutoriel permettent de lancer l’usinage à 100% de la vitesse de déplacement mais il peut être bon de la réduire. Cela est possible en cliquant sur les «-» de gauche (sur la photo 70%).

Lorsque tous les réglages sont faits, cliquer sur  afin de relancer la machine à l’origine avant de démarrer l’usinage. Nous sommes prêts.
afin de relancer la machine à l’origine avant de démarrer l’usinage. Nous sommes prêts.

Usinage
Kay propose un énorme bouton pour lancer l’usinage. Mais avant, repérons les boutons d’urgence : si un quelconque problème se produit (bruit étrange, déplacement non souhaité du brut, de la fraise…), cliquer sur de l’interface. On peut aussi utiliser le bouton d’arrêt d’urgence présent sur la machine, en bas à droite de la cabine.
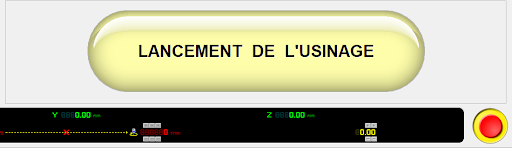
Cliquer sur le bouton . C’est parti !


En fin d’usinage, ce message s’affiche. Bravo, vous savez utiliser la fraiseuse numérique en toute sécurité.
Cependant, attention à ne pas vouloir brûler les étapes : négliger les bridages ou augmenter les vitesses pour gagner du temps risque d’engendrer des blessures ou des casses machine.
La machine n’a pas de cerveau, merci de toujours utiliser le vôtre. ;-)
La session n’est pas finie à ce stade !
Nettoyage, démontage et rangement
Malgré l'excitation de l’exploit accompli, soyons responsable et n’oublions pas la communauté. Il est temps d’inspecter l’usinage, le nettoyer, le poncer, le désolidariser de ses tenons…


- démonter proprement, nettoyer et ranger l’ensemble des brides, tiges filetées, écrous, cales, supports dans leurs emplacements
- aspirer consciencieusement le martyr (notamment l’intérieur des inserts) et tout autour dans la cabine (la face avant mais aussi les côtés, derrière, dessous, toute la poussière et les copeaux sur les axes, les glissières, la fraiseuse elle même, le châssis, les gorges du châssis sous le martyr…). Brosses et pinceaux sont à disposition.
- démonter et ranger fraises, pinces, clefs
- passer un coup de chiffon sur les parois intérieures de la cabine
- nettoyer le reste de l’atelier si tu l’as utilisé, le sol
- éteindre l’ordinateur